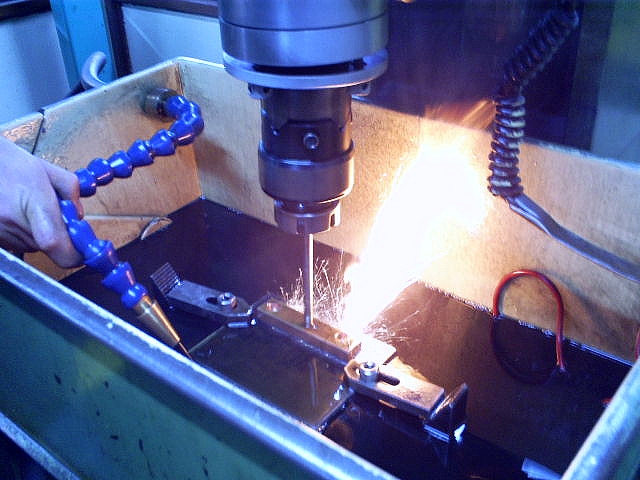
اسپارک یا(Electro discharge machining (E.D.M یک روش ماشین کاری غیر سنتی است که در ان فلز توسط جرقه های الکتریکی از سطح کنده میشود . جرقه ها بین الکترود( که معمولا مسی یا گرافیتی است ) و قطعه کار که فاصله کم و کنترل شده ای با هم دارند ایجاد میشوند . الکترود به فرم مورد نظر ساخته میشود و با پیشروی ان در قطعه کار در نهایت حفره ای ایجاد میشود . هیچ تماس مستقیمی بین الکترود و قطعه کار وجود ندارد . یک مایع دی الکتریک ,غالبا از مواد نفتی سبک فاصله بین الکترود و قطعه کار را پر کرده و محیط مناسبی برای تولید جرقه ها ایجاد میکند . هم الکترود و هم قطعه کار الزاما باید هادی الکتریسیته باشند
مزایای ماشین کاری به روش اسپارک عبارت است از :
– چون تماس بین قطعه کار و الکترود وجود ندارد ایجاد دیواره های نازک و اشکال ظریف امکان پذیر است .
– عموماً می توان قطعات با شکل پیچیده را ماشین کاری کرد .
– نرخ ماشین کاری وابسته به سختی قطعه کار نبوده و متناسب با نقطعه ذوب قطعه کار است . بنابراین موادی که قابلیت ماشین کاری کمی دارند مثل کاربیت های سمانته و فولادهای ابزاری ابکاری شده را میتوان ماشین کاری کرد .
– ماشین کاری بدون پلیسه است .
غالباً برای ساخت انواع قالب ها از اسپارک استفاده می شود . قالب های تزریق پلاستیک , قالبهای اکسترود , آهنگری و دایکاست فقط موارد محدودی از انواع قالبهای ساخته شده با این روش هستند . ضمنا از این روش مستقیماً در خط تولید استفاده می شود .
روش کار :
گرچه برخی از دستگاههای اسپارک قادرند در چند محور حرکت کنند ولی غالب این دستگاهها دارای یک کلگی هستند که الکترود به آن وصل شده است و با یک سیستم سرو کنترل فقط در جهت عمودی حرکت می کنند.
علامت پلاریته منفی حاکی از ان است که قطب منفی منبع تغذیه به الکترود وصل شده است .
اگر کلگی بدون کنترل به سمت پایین حرکت کند با قطعه کار برخورد کرده و بین آن وقطعه کار اتصال کوتاه ایجاد میشود . سرو سیستم کنترل حرکت کلگی مانع این امر شده و با مقایسه ولتاژ بین الکترود و قطعه کار با یک ولتاژ مرجع مانع نزدیکی بیش از حد این دو و ایجاد اتصال کوتاه میشود . اگر ولتاژ بین الکترود وقطعه کار بیش از ولتاژ مرجع باشد کلگی به سمت پایین میرود و اگر کمتر شود برمی گردد . محرک کلگی یک جک هیدرولیکی یا یک سرو موتور است . در حین اسپارک و با خورده شدن قطعه کار فاصله بین آن و الکترود زیاد می شود و بنابراین ولتاژ بین آنها افزایش می یابد . سیستم کنترل کلگی را آن قدر پایین می آورد تا این ولتاژ مساوی ولتاژ مرجع شود . بدین ترتیب در تمام طول ماشین کاری فاصله هوایی بین الکترود و سطح ماشین کاری شده قطعه کار ثابت باقی می ماند . وقتی الکترود تا عمق از پیش تنظیم شده در قطعه کار فرو رفت استپ دستگاه عمل کرده و کلگی را بیرون می کشد .
مکانیزم کنده شـــــــــــــــدن فـــــــلز:
پالس های مربعی شکل DC توسط یک جریان مستقیم به دو سر قطعه کار و الکترود اعمال میشوند . در حالت ایده آل هر پالس یک جرقه تولید میکند . جرقه در محلی که مقاومت الکتریکی کمتر است تولید می شود . بر اثر جرقه ها کل سطح تقابل قطعه کار و الکترود خورده می شود . اساس تکنولوژی منابع تغذیه ماشین های اسپارک تولید امواج مربعی نسبت به زمان است . متغیرها , زمان قطع و وصل پالس و ماکزیمم جریان می باشد .
البته آنچه در عمل اتفاق می افتد پیچیده تر است . وقتی که الکترود از قطعه کار فاصله دارد ولتاژ برابر ولتاژ مدار باز , یعنی در حدود ۱۰۰ ولت است . با نزدیک شدن الکترود به قطعه کار در محلی که کمترین فاصله وجود دارد دی الکتریک شروع به یونیزه شدن میکند . در نتیجه جریان ایجاد شده و افزایش می یابد و ولتاژ تا حدود ۳۵ ولت کاهش می یابد . بدین ترتیب یک جرقه زده می شود . فـــــاصله الکترود و قطعه کار در محلی که جرقه زده میشود بین ۰۱/۰ تا ۰۴/۰ میلی متر است . با هر جرقه ای حفره کوچکی (هم در سطح الکترود و قطعه کار) از طریق ذوب و تبخیر مواد ایجاد می شود . زمان وصل پالس را می توان به زمان یونیزه شدن , زمان جرقه و زمان دی یونیزه شدن تقسیم کرد . زمان قطع پالس به ذرات اجازه می دهد توسط جریان دی الکتریک شسته شده و دور شوند و سیال یونیزه شده با سیال تازه جایگزین شود .
زمان قطع پالس باید از زمان دی یونیزه شدن بزرگتر باشد تا مانع تداوم جرقه در یک نقطه شود وضعیتی که به آرگ DC (چسبیدن الترود) گفته می شود .
عنوان مطلب: ماشین کاری با اسپارک یا (Electro discharge machining (E.D.M
مشاهده کامل مطلب: لینک به تالار گفتگو
")
")